Mirshine Environmental Protection and Shandong University of Technology have jointly developed a new waste tire pyrolysis gasification and carbon black comprehensive treatment technology, and have applied for 34 patent technologies to form their own unique comprehensive treatment technology. The construction of this project has realized the comprehensive utilization technology of the whole system integrated device, which not only solves the environmental pollution and device safety problems in the treatment of waste tire solid waste, but also realizes the quality upgrade of carbon black production products. At the same time, it also transforms other effective ingredients of different qualities as additional products, which has high environmental, social and economic benefits.
The specific process is as follows:
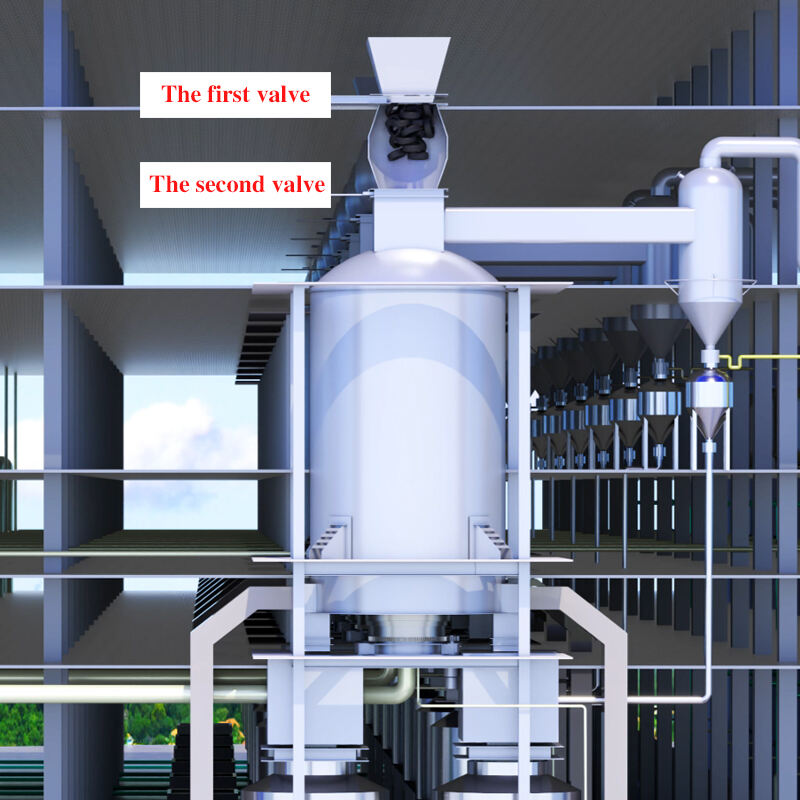
Integral rubber continuous feeding vertical rotary cracking furnace. The furnace body is divided from top to bottom into a loading bin, a storage bin, a rotary pyrolysis chamber, a steel wire carbon black separation area, a steel wire discharge bin, a carbon black storage bin, a carbon black extraction bin, a carbon black grinding and screening bin, and a carbon black automatic packaging bin. High-quality carbon black is produced through refining, extraction, grinding and other processes.
During the carbon black production process, the cracking gas is cooled by a heat exchanger and becomes 45% cracking oil, which flows into the oil tank and is pumped into the storage tank. 8% of the non-condensable gas enters the gas cabinet for buffering and is sent to the combustion furnace by a Roots blower as fuel for combustion, providing heat energy for cracking. The exhaust gas from the combustion chamber enters the waste heat recovery and SNCR/SCR denitrification reactor to remove NOX. It then enters the dry integrated processor for adsorption purification, and then uses an induced draft fan to send the flue gas into the primary desulfurization tower to absorb SO2 and make humic acid fertilizer, and finally enters the secondary absorption purification tower to meet national emission standards.
The entire process adopts intelligent control, automatic emergency handling, intelligent fire extinguishing, and intelligent detection, with no discharge of three wastes, and is in compliance with various national standards as a basic requirement.
Desulfurization & Denitrification
De-dusting
VOCs Treatment
Guillotine Isolation Damper
Decarbonization
Humic Acid Co-production
Waste Tire Pyrolysis
Operation & Maintenance
Qianhou Rd., Chajiu Industrial Park, Zhangqiu District, Jinan, Shandong, China
Copyright © 2024 MirShine Environmental Protection Technology Co., Ltd. All rights reserved. Privacy Policy